



Ultra Hard Special CBN Inserts Ideal for Hardened Steel Cast Iron Machining


Ultra Hard Special CBN Inserts Ideal for Hardened Steel Cast Iron Machining
- Mô tả
- Đánh giá (0)
Mô tả
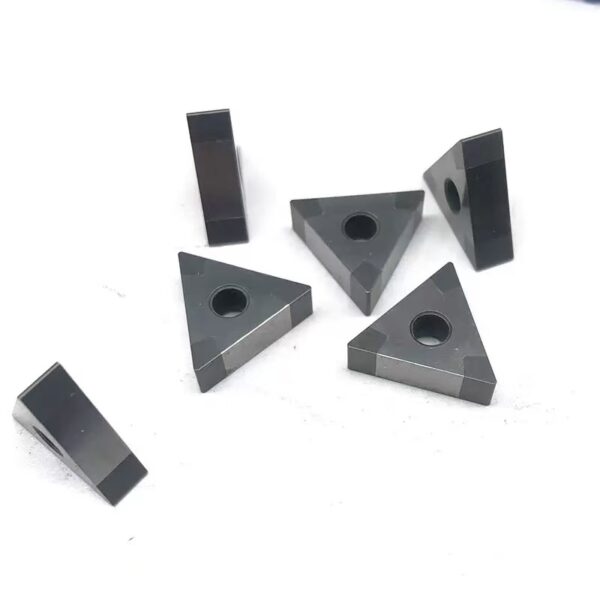
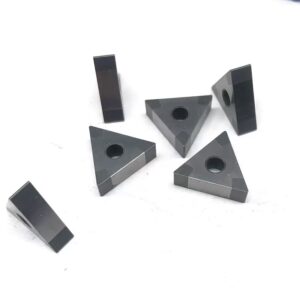
What are CBN Inserts?
CBN (Cubic Boron Nitride) inserts are ultra-hard cutting tools used for precision machining of hardened steels, cast irons, and superalloys. As the second-hardest material after diamond, CBN provides exceptional heat resistance and wear durability, making it ideal for high-speed, high-precision turning, milling, and boring operations where traditional carbide tools fail.
Materials of CBN Inserts
CBN Particles – Synthetic cubic boron nitride crystals (40%–90% concentration).
Ceramic Binder (TiN, Al₂O₃, TiC) – Enhances thermal stability and toughness.
Carbide Substrate – Tungsten carbide base for structural support (e.g., WC-Co).
Surface Treatments
TiN/TiAlN Coating – Reduces friction and extends tool life.
Mirror Polishing – Improves surface finish on machined parts.
Micro-Grain CBN – Refines edge sharpness for finishing cuts.
Specifications
Shape: Round (R), square (S), triangular (T), diamond (D).
Grain Size: Fine (0.5–2µm) for finishing / Coarse (5–10µm) for roughing.
CBN Content:
Low (40–50%) – For interrupted cuts (e.g., hardened steel milling).
High (80–90%) – For continuous turning (e.g., cast iron).
Nose Radius: 0.2mm–1.2mm (affects surface finish and tool strength).
Applications of CBN Inserts
Automotive – Machining hardened crankshafts, brake discs.
Aerospace – Turbine blades, landing gear components.
Oil & Gas – Drilling tool inserts for hard alloys.
Die/Mold Making – Precision finishing of tool steels (HRC 45+).
Medical Implants – Machining cobalt-chromium alloys.
Excellent Case: High-Speed Machining of Jet Engine Turbine Shafts
Scenario: A jet engine manufacturer needs to machine Inconel 718 turbine shafts (HRC 45) with tight tolerances (±0.01mm) and mirror finishes (Ra < 0.4µm). Traditional carbide tools wear out after 10 minutes.
Solution:
High-CBN (80%) inserts with TiAlN coating:
Shape: Round (R) with 0.4mm nose radius for fine finishing.
Cutting Parameters:
Speed: 250 m/min (vs. 80 m/min for carbide).
Feed: 0.05mm/rev.
Coolant: High-pressure through-tool cooling.
Results:
Tool Life: 120+ minutes (12× longer than carbide).
Surface Finish: Ra 0.3µm, eliminating manual polishing.
Cost Savings: $18,000/year per machine in reduced tool changes.




















Đánh giá
Chưa có đánh giá nào.